Customer:
Uddeholm
Automation for sustainability and quality
Uddeholm AB in Hagfors is a world-leading manufacturer of tool steel. To maintain this position, they invest heavily in automation, both for quality assurance and traceability and – not least – to provide a better working environment. With Prevas' help, they took on the challenge of automating inspection, quality assurance and measurement of tool steel directly adjacent to robotized face milling.
Around 2014, Uddeholm had installed a robotic facility for face milling of tool steel. However, the material came out with sharp edges and in some cases with marks where the miller had not gone as it should. The material could also be a little outside the specified dimensions if not everything went as it should in the previous processes. The quality was also checked manually for angular accuracy and surface flatness; as a premium supplier of tool steel, the products must be spot-on. The goal was to replace deburring with an automated process and also to include the inspection steps, i.e. measurement, damage inspection, etc., in an automated process.
Need for an automation solution
They started looking at an extension of the existing robot cell and it was also then that discussions with Prevas began. The aim was to find a complete solution, a production section that could take in cut materials and grade them, measure, label, palletize, etc. At the time, there were 5-6 people who manually deburred and marked the material. And that is very intensive manual handling with both heavy lifting and risk of injury, especially with consideration to the sharp edges. In other words, not a very sustainable solution.
"With an automation solution, we would get away from all this and gain an ergonomically better and more sustainable solution," says Stefan Stenmark, production technician at Uddeholm. "No extra lifting, automated machining, measurement, marking, loading on pallets with finished material, ready to deliver to customers all over the world."
This was discussed back and forth with Prevas finally conducting a feasibility study on possible techniques for deburring. Would they be ground to get rid of the worst burrs and then polished to make the sides smooth? They realized that it was a process that had difficulty in handling their hardened steel, the grinding belts needed to be replaced often.
"We looked further at other options and finally settled on a robot with a pneumatically powered deburring spindle to do the edge work or deburring that could remove all sharp edges, but not to specific dimensions," says Philip Holst, business unit manager at Prevas. "This would then be connected to the previous process, the milling cell, but also be able to receive material from another previous process."
Trust Prevas
Uddeholm naturally had many ideas about the solution, but they took a very cautious approach and avoided interfering and making demands. Instead, they focused on the function description.
"We simply gave Prevas a description of what we wanted to achieve, but we let them develop the solutions for the function," says Stefan. "There is an obvious risk in trying to control too much; we preferred using that component or this machine supplier because we already have other equipment from the same manufacturer..."
Too many demands create limitations in the development of a solution while not building confidence in the supplier. Uddeholm chose to do the opposite and let Philip and his colleagues implement their ideas, enabling them to come up with very good technical solutions for operation.
Known technology and visual challenges
The solution included an inflow from two directions with the tool steel stacked on pallets. In a first step, it was then necessary to search for material according to input from the operator. This is retrieved with a magnetic grapple of the same type that Uddeholm had in the past, which makes it easier given that it is a known technique; they know how it works, they know how to maintain it and have parts in stock.
"The material is then scanned to look for vibration damage by passing it by a 2D scanner in different stages that searches for topographical irregularities," says Philip. "It has predetermined limit values for staying within regarding the number of defects, size, etc., in other words, pure quality control."
The final result is, of course, the finished products with the goal being that the structure is the same on both sides. For a premium supplier, the visual aspects are also important where ocular assessment is often more important than the measurement results.
"If it looks like a defect on a piece, it will be perceived as scrap even if measurement shows that it is within the tolerances," says Stefan. "This was a major challenge in the project, with a constant battle between what we see and what we can measure."
In vibration scanning by vibration pattern, according to Philip, what is difficult is not to measure; they have good knowledge about that, but the difficult thing is to define a visual flaw that can be measured in data points.
"There is still some work to be done here in finding an acceptable definition, a challenge that is up to Uddeholm to resolve," says Philip. "It is not just about a production perspective, but equally a market perspective. It can be a completely correct product that is perfect in terms of measurement, but where the visual impression still points to vibration damage."
However, the materials that are damaged are of course found, including those that, for example, look absolutely perfect but which have "invisible" defects. At the same time, this provides limits from two directions – looks perfect but is defective versus looks bad but is perfect – making it all the more complex. The material is thereafter edged using a robot equipped with a rotating deburring spindle, a process that is also verified with a laser scanner.
Lastly, the material is placed in a measuring device with a measuring probe that measures various things such as flat parallelism and perpendicularity to ensure that it is in compliance with the set specification. Once this is done, it is lifted onto the marking line past an inkjet printer that provides it with all the requisite information and the logo before being placed on a pallet.
Uddeholm now finds more minor faults that were not picked up during manual measurement, which they had assumed would be the case. This enables them to work with improvements in previous processes and they can also see that it produces results thanks to measurement. Even if they were convinced that this would be seen, they now have everything in black and white. They can also attach measurement records from specific materials when they are delivered to the customer because all measurements are saved in the business system.
Collaboration key to success
The project has naturally encountered a few setbacks, this is unavoidable, but with a common target it is much easier to join in solving the challenges. Everyone can help, whether it's reprogramming or rebuilding something. It hasn't been that Uddeholm has been rolling their thumbs while waiting for Prevas to do the job; most of it they've done together. Cooperation is everything, from requirement specification to delivery.
"We know the function we want, Prevas focuses on the technical solutions and together we execute the plan without throwing any wrenches in the works for each other," says Stefan. "For our part, Prevas is the best supplier given the knowledge and experience required."
To define something difficult to define in order to solve the same problem or pursue the same goal is something to take with us to other projects according to Philip. Close interaction is crucial, and in this respect, he believes that Uddeholm is a great company to work with – knowledgeable and business-like with very high client expertise.
"In terms of collaboration, we have been incredibly tight in the project and the overall solution that Prevas developed was incredibly good," Stefan concludes. "We've been extremely satisfied with the project from start to finish and the solution is truly amazing!"
Do you want to know more about this project or find out what Prevas can do for you, please contact us.
CONTACT US
Peter K Johansson, e-mail
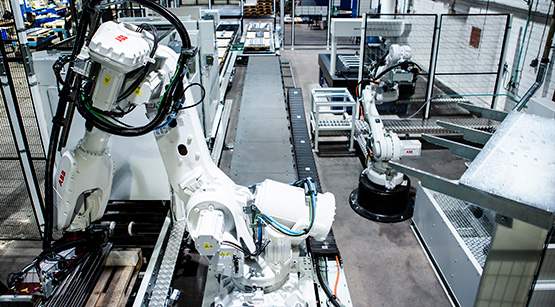
Photo 1
The complete installation with deburring, measuring and marking at Uddeholms AB.
Photo 2
Stefan Stenmark, project engineer at Uddeholm, together with Annelie Svensson, machine operator at the new installation.
Photo 3
Annelie Svensson on the new installation: "The entire situation is much better ergonomically for both the shoulders and neck. Now it’s the machine that does the job. Since we are in the run-in phase, we had a few minor glitches and therefore had to go back to the previous way of working, which was immediately felt in the body. We still have some work to do and we’re also coming up with new things that we want to introduce, but we can clearly feel the improvements with the new solution."


Follow us on social media